

Forfatter: Weibo
Dato: Jun 15, 2026
Hvilken er bedre konisk eller parallell dobbeltskrueekstruder?
Når du velger mellom en konisk og en parallell dobbeltskrueekstruder, avhenger svaret av din spesifikke applikasjon. For bearbeiding av stiv PVC, PVC-profiler, rør og tre-plastkompositter konisk tvillingskrue ekstruder er generelt den foretrukne løsningen på grunn av dets overlegne utgangstrykk, selvrensende oppførsel ved matingssonen og kompakt lavhastighets drivdesign. Parallelle dobbelskrueekstrudere tilbyr fordeler ved kompoundering, reaktiv ekstrudering og høyfylt masterbatch-produksjon der lengre skrue L/D-forhold og modulær skruedesign er prioritet. Denne artikkelen fokuserer på den koniske tvillingskruen og forklarer i dybden hvorfor den fungerer så godt på tvers av et bredt spekter av termoplastiske ekstruderingsoppgaver.
Det koniske dobbeltskruesystemet er definert av to sammengripende skruer som avsmalner fra en stor diameter ved mateenden til en mindre diameter ved utløpsenden. Denne geometrien skaper en naturlig kompresjonssone som bygger smeltetrykk effektivt uten å stole utelukkende på skruhastighet. Resultatet er lavere driftstemperaturer, redusert skjærspenning og skånsommere materialbehandling sammenlignet med høyhastighets parallellsystemer, noe som gjør den koniske utformingen ideell for varmefølsomme materialer som stiv PVC og trefiberkompositter.
Zhoushan Microwave Skru Machinery Co., Ltd. produserer koniske tvillingskruer i et bredt spekter av diameterforhold, inkludert 45/90, 45/100, 50/105, 51/105, 55/100, 65/132, 80/125, 80/0148, 80/145, 80/141, 8 mm. Hver størrelse er tilgjengelig med tilpassede kompresjonsforhold skreddersydd til spesifikke polymerformuleringer og produktgeometrier. Selskapet har produsert presisjonsskruetønnekomponenter siden 1990 og eksporterer til markeder inkludert USA, Tyskland, Dubai, Vietnam og Thailand.
Produktoversikt: Konisk Twin Screw Design og materialer
Den mekaniske ytelsen til en konisk tvillingskrue er uadskillelig fra materialet den er laget av og presisjonen i produksjonen. Zhoushan Microwave bruker 38CrMoALA legert stål som basismateriale for sine koniske tvillingskruer. Dette nitreringsstålet er anerkjent i plastmaskinindustrien for sin enestående kombinasjon av kjerneseighet og overflatehardhet etter nitreringsbehandling.
Etter nitreringsprosessen når skrueoverflaten en hardhet på HV 950 til 1000 , med en nitreringsdybde på 0,45 til 0,7 mm. Sprøhetsgraden holdes på nivå 1 eller lavere, noe som forhindrer mikrosprekker under syklisk belastning. Overflatens ruhet holdes til Ra 0,4, noe som reduserer friksjonen mellom smelten og skruekanalen, noe som reduserer energitapet og forbedrer overflatefinishen på ekstruderte produkter. Skrueretthetstoleranse er 0,015 mm, noe som sikrer jevn rotasjon ved driftshastigheter uten vibrasjonsindusert slitasje på tønnen.
For applikasjoner som krever enda høyere slitestyrke, en valgfri to-legert hardt overflatelag med en hardhet på 60 til 70 HRC kan brukes. I tillegg tilfører et forkromningstrinn etter nitrering et lag 0,05 til 0,10 mm tykt med en hardhet som overstiger 900 HV. Dette kromlaget gir korrosjonsbeskyttelse mot aggressive polymerer som klorert PVC og flammehemmende forbindelser som inneholder halogenerte tilsetningsstoffer.
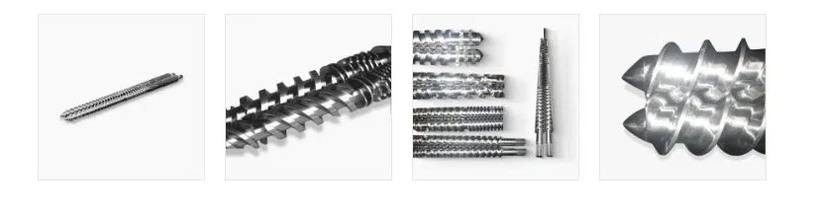
Koniske dobbeltskrueprodukter produsert av Zhoushan Microwave Screw Machinery Co., Ltd. -- enkeltskruer, parallelle tvillingskruer og koniske tvillingskruesett vist sammen med tverrsnittsdetaljer.
| Parameter | Spesifikasjon | Betydning |
|---|---|---|
| Grunnmateriale | 38CrMoALA | Nitreringsstål av høy kvalitet, utmerket kjerneseighet |
| Nitreringshardhet | HV 950 - 1000 | Overlegen slitestyrke ved skrueganger |
| Nitreringsdybde | 0,45 - 0,70 mm | Tilstrekkelig herdet lag uten sprøhet |
| Overflatens ruhet | Ra 0,4 | Lav friksjon, jevn smeltestrøm, ren produktoverflate |
| Skrue retthet | 0,015 mm | Forhindrer vibrasjoner, reduserer tønneslitasje |
| Forkromningstykkelse | 0,05 - 0,10 mm | Korrosjonsbeskyttelse for halogenerte polymerer |
| Kromhardhet | 900 HV min. | Forlenget levetid under slitende forhold |
| Alternativ for dobbel legering | 60 - 70 HRC | Maksimal slitestyrke for fylte eller slipende forbindelser |
Twin Screw Extruder Arbeidsprinsipp: Hvordan den koniske designen fungerer
Å forstå dobbeltskrueekstruderens arbeidsprinsipp er avgjørende for å velge riktig utstyr og optimalisere prosessparametere. I en konisk dobbeltskrueekstruder er to samroterende eller motroterende skruer installert inne i en tilpasset konisk tønne. Skruene griper inn i hverandre, og skaper en positiv transportvirkning som flytter materialet fra matetrakten mot dysen.
Matesonen med stor diameter gir generøst inntaksvolum, slik at maskinen kan håndtere store granuler, pulver og dårlig flytende PVC-tørrblandinger. Når materialet beveger seg mot utløpsenden med mindre diameter, reduseres kanaldybden og det tilgjengelige tverrsnittsarealet smalner, og genererer trykktrykk uten å kreve for høye skruehastigheter . Denne lavhastighetsoperasjonen med høyt dreiemoment er en definerende egenskap ved den koniske tvillingskruen og bidrar direkte til smeltetemperaturkontroll og energieffektivitet.
Skjærvarmen i den koniske tvillingskruen er fordelt over en lengre effektiv lengde i forhold til utløpsdiameteren, noe som gir termisk energi mer tid til å utjevne gjennom smelten før den når formen. Den sammengripende flygeometrien skaper også en selvtørkende handling som kontinuerlig fjerner materiale fra skrueoverflater, og forhindrer lokalisert overoppheting eller nedbrytningslommer. Dette er spesielt viktig ved bearbeiding av PVC, som begynner å brytes ned og misfarges ved temperaturer over ca. 200 grader Celsius.
Isometrisk skjematisk av et konisk dobbeltskruesystem. D1 angir den store mateendediameteren og D2 den mindre utløpsendediameteren. Den avsmalnende geometrien genererer progressiv kompresjon langs skruelengden.
Tvillingskrueekstruderdiagrammet ovenfor illustrerer hvordan den koniske geometrien skaper et innebygd kompresjonsforhold fra mateinnløp til dysehode. Fordi enden med stor diameter har en bred kanal for å akseptere pulverblandinger og granulat, er fôringsproblemer som er vanlige på enkeltskruemaskiner i stor grad eliminert. Utgangsenden med liten diameter leverer konsekvent smeltetrykk til dysen med minimal pulsering, noe som er avgjørende for å produsere dimensjonsstabile profiler og rør.
Conical vs Parallell tvillingskrue: En direkte teknisk sammenligning
Spørsmålet om hva som er best - konisk eller parallell dobbeltskrueekstruder - har ikke et enkelt universelt svar, men de tekniske forskjellene er veldefinerte og kan veilede beslutningen. Tabellen nedenfor oppsummerer de mest relevante parameterne, basert på publiserte bransjereferanser, inkludert Rauwendaal C., "Polymer Extrusion," 5. utgave, og data fra store OEM tekniske bulletiner.
| Parameter | Konisk tvillingskrue | Parallell tvillingskrue |
|---|---|---|
| Typisk L/D-forhold | 6 : 1 til 9 : 1 (basis for store deler) | 28 : 1 til 52 : 1 |
| Skruehastighet (rpm) | 20 - 50 rpm (lav hastighet) | 100 - 600 rpm (høy hastighet) |
| Primære applikasjoner | PVC-rør, profiler, WPC | Compounding, masterbatch, reaktiv ekstrudering |
| Drive gearbox kompleksitet | Nedre (skruene divergerer i den store enden) | Høyere (parallelle sentre, kompleks girkasse) |
| Smeltetemperaturkontroll | Utmerket (lav skjærkraft) | Moderat til høy skjærvarme |
| Selvtørkende handling | Bra | Bra (co-rotating type) |
| Modulære skruesegmenter | Ikke standard | Standard funksjon |
| Fleksibilitet for kompresjonsforhold | Flere faste forhold ved valg av skrue | Via modulær segmentomlegging |
For produksjon av PVC-vindusprofiler, bruker de fleste maskinbyggere over hele verden det koniske dobbeltskruesystemet fordi den lave skruhastigheten (vanligvis 20 til 45 rpm) minimerer friksjonsvarmeutviklingen, og den store mateenden kan innta løst pakket PVC-tørrblandingspulver uten å bygge bro. Ytelseshastigheter på 200 til 800 kg/t er oppnåelige avhengig av diametervalg, som dekker hele spekteret fra små profilekstrudere til store rørledninger.
Konisk dobbel skruestørrelser og valg av diameterforhold
Å velge de riktige koniske tvillingskruene er en av de mest konsekvente beslutningene i ekstruderspesifikasjonene. Diameterforholdet - uttrykt som diameteren med liten ende delt på diameteren i den store ende - bestemmer direkte dreiemomentkapasiteten, utgangshastigheten og kompresjonsoppførselen til skruen. En større diameter i den store ende fanger opp mer materiale per omdreining og kan romme bulkere råmaterialer, mens en større diameter i den lille ende gir større smelteeffekt ved et gitt trykk.
Zhoushan Mikrobølgeovn tilbyr følgende standard diameterforhold: 45/90, 45/100, 50/105, 51/105, 55/100, 65/132, 80/125, 80/143, 80/158 og 92/188 mm . Hver konfigurasjon er tilpasset et spesifikt konisk fat med komplementær boringsgeometri. Størrelsene 80/158 og 92/188 er egnet for rørekstruderingslinjer med stor utgang, mens størrelsene 45/90 og 50/105 vanligvis brukes til bruk med små profiler og vindustetninger. Kompresjonsforhold tilpasses per kundeformel for å ta hensyn til bulkdensitetsforskjeller mellom PVC-tørrblandingstyper, tremelinnhold i WPC og additivbelastninger i ingeniørharpiksforbindelser.
Dette horisontale søylediagrammet sammenligner de omtrentlige maksimale utgangshastighetene for forskjellige koniske koniske dobbeltskruediameterkonfigurasjoner ved prosessering av stiv PVC for rørproduksjon. Større diameterforhold som 92/188 og 80/158 gir betydelig høyere gjennomstrømninger, noe som gjør dem til det foretrukne valget for høyvolums rørekstruderingslinjer. Størrelsene 65/132 og 55/100 inntar en mellomklasseposisjon som er egnet for mellomskala profil- og rørproduksjon. De mindre størrelsene 45/90 og 50/105 er godt egnet for smale profiler, vindustetninger og spesialblandingsgranulering. Utgangstallene er veiledende og varierer med skruedesign, formulering og driftsforhold. Data kompilert fra bransjereferanser og teknisk dokumentasjon fra maskinbygger.
Bruksområder: Der koniske tvillingskruer gir konsistente resultater
Det koniske dobbeltskruesystemet har vist pålitelig ytelse på tvers av et bredt spekter av polymerbehandlingsapplikasjoner. Den viktigste kommersielle bruken er i produksjon av stive PVC-profiler for vindusrammer, dørkarmer og sidekledning , hvor konsekvent smeltehomogenitet og stabilt ekstruderingstrykk er forutsetninger for å oppnå dimensjonstoleranser innenfor 0,1 mm. I disse applikasjonene forhindrer den lave skruehastigheten og selvavvisende skruegeometrien PVC-nedbrytning, og den tett kontrollerte smeltetemperaturen sikrer jevn fargeutvikling på tvers av produksjonsserier.
PVC-rørproduksjon for vannforsyning, drenering og elektriske ledninger representerer et annet høyvolumsapplikasjonssegment. Ved rørekstrudering mater den koniske dobbeltskrueekstruderen en rørdyse med svært konsistent smelte ved trykk typisk mellom 15 og 30 MPa, noe som gjør det mulig å holde veggtykkelsesvariasjonen innenfor spesifikasjonene over løpelengder på flere kilometer. Kombinasjonen av energieffektiv drift med lav hastighet og høyt utgangstrykk gjør det koniske designet økonomisk attraktivt for kontinuerlig rørproduksjon.
Tre-plast komposittekstrudering er et voksende bruksområde hvor den koniske tvillingskruen viser spesielle fordeler. WPC-forbindelser inneholder 40 til 70 vektprosent tremel eller risskall, noe som gjør dem svært slitende. Matesonen med stor diameter håndterer den lave bulktettheten til tremelblandinger godt, og den valgfrie tolegerings- eller Xaloy-ekvivalente skruen med hard overflate gir den nødvendige slitestyrken. WPC-dekke-, gjerde- og kledningsprofiler produseres rutinemessig på koniske dobbeltskrueekstrudere utstyrt med nedstrøms kalibrerings- og kjølebord.
- PVC vindusprofiler og dørprofiler -- Høy dimensjonal presisjon, stabil smeltetemperatur
- PVC vannforsyning og avløpsrør -- Kontinuerlig høytrykksutgang, tett veggtoleranse
- Tre-plastkompositter (WPC) -- Håndterer slipende blandinger med lav tetthet effektivt
- PP, PE, ABS granulering og ark -- Skånsom smeltebehandling bevarer materialegenskaper
- Skum PVC og skumprofiler -- Kontrollert skjæring egnet for kjemiske skummidler
- Elektrisk rør og kabelkanaler -- Konsekvent veggtykkelse over lange produksjonsserier
Energieffektivitet og prosessstabilitet: Datadrevet ytelsesanalyse
Spesifikt energiforbruk (SEC) er en av de viktigste økonomiske beregningene ved evaluering av ekstruderingsutstyr for kontinuerlig produksjon. Det uttrykkes i kilowattimer per kilogram produksjon og påvirker direkte både driftskostnadene og karbonavtrykket til produksjonslinjen. Koniske dobbeltskrueekstrudere som opererer på stiv PVC oppnår vanligvis SEC-verdier på 0,12 til 0,22 kWh/kg , sammenlignet med 0,18 til 0,35 kWh/kg for høyhastighets parallelle dobbeltskruekonfigurasjoner på det samme materialet, ifølge publiserte sammenlignende forsøk referert til i bransjelitteratur, inkludert KraussMaffei Berstorff tekniske papirer og SPE ANTEC-prosedyrer.
Den nedre SEC av den koniske utformingen gjenspeiler effektiviteten til den koniske geometrien ved å konvertere motormomentet til smeltetrykk uten for høy skruehastighet. Fordi skruhastigheten er lav (ofte under 40 rpm), reduseres lagerbelastninger og girkasseslitasje, noe som forlenger den mekaniske levetiden og reduserer vedlikeholdsfrekvensen. Smeltens termiske stabilitet er også bedre: smeltetemperaturvariasjon over tverrsnittet av dysen holder seg vanligvis innenfor pluss eller minus 2 til 4 grader Celsius på en godt vedlikeholdt konisk tvillingskruelinje, mens parallelle tvillingskruelinjer som behandler samme forbindelse kan vise variasjoner på 5 til 10 grader Celsius ved dyseleppen.
Kolonnediagram som sammenligner gjennomsnittlig spesifikt energiforbruk for tre vanlige PVC-ekstruderingskonfigurasjoner. Den koniske tvillingskruen motroterende konfigurasjonen viser den laveste gjennomsnittlige SEC på omtrent 0,17 kWh/kg, noe som representerer betydningsfulle besparelser i forhold til høyhastighets parallelle tvillingskruer i vedvarende produksjon. Enkelskruekonfigurasjonen inntar en mellomposisjon på grunn av fraværet av positiv transport og de høyere skruehastighetene som kreves for å bygge smeltetrykk. Disse verdiene er representative bransjegjennomsnitt hentet fra publisert litteratur og dokumentasjon fra maskinbygger; faktisk ytelse avhenger av formulering, skruedesign og driftsforhold. Lavere SEC oversetter direkte til reduserte strømkostnader per tonn produkt, og forbedrer økonomien ved høyvolums PVC-ekstrudering.
Skrueslitasje og levetid: Linjediagram over hardhet vs. driftstimer
Levetiden til en konisk tvillingskrue er en funksjon av dens materialspesifikasjon, overflatebehandling og slipeevnen til forbindelsene den behandler. Basert på langsiktige driftsdata kompilert fra plastprosessorer, kan en riktig spesifisert og vedlikeholdt konisk tvillingskrue som opererer på standard stiv PVC opprettholde effektive flyklaringer (tønne-til-skrue) innenfor designtoleranser for 8 000 til 12 000 timers drift . Skruer som kjører høyt fylte WPC- eller kalsiumkarbonatfylte forbindelser kan kreve rekondisjonering eller utskifting etter 4000 til 6000 timer.
Diagrammet nedenfor illustrerer det konseptuelle forholdet mellom effektiv overflatehardhet ved skruespissen og kumulative driftstimer for tre behandlingsnivåer: standard nitreret, nitreret pluss forkrommet, og tolegert hardt overflate. Dette forholdet er viktig for å planlegge vedlikeholdsplaner og forstå når utskifting av skruer blir nødvendig for å opprettholde produktkvaliteten.
Dette linjediagrammet illustrerer de konseptuelle hardhetsretensjonskurvene for tre overflatebehandlingsnivåer brukt på koniske tvillingskruer over en levetid på 10 000 timer. Den to-legerte hard-faced skruen opprettholder den høyeste effektive hardheten gjennom hele levetiden, noe som gjør den til det foretrukne valget for slipende applikasjoner som WPC og fylte PVC-blandinger. Den nitrerte pluss forkrommede konfigurasjonen gir en utmerket balanse mellom innledende hardhet og lang levetid for standard stive PVC-applikasjoner. Standard nitrerte kurve viser en brattere nedgang etter 4000 timer, noe som indikerer punktet der flyklareringer kan begynne å påvirke produktkvaliteten. Disse trendene er basert på generelle materialvitenskapelige prinsipper og erfaring fra industrien; faktiske slitasjehastigheter avhenger av sammensatt slipeevne, skruhastighet, tønnetemperatur og vedlikeholdspraksis. Regelmessig dimensjonal inspeksjon med 2000-timers intervaller anbefales for å oppdage slitasje før det påvirker produktspesifikasjonene.
Radarsammenligning: konisk tvillingskrue vs parallell dobbeltskrue vs enkeltskrue
Et radardiagram gir en nyttig flerdimensjonal oversikt over hvordan ekstrudertyper sammenligner seg på tvers av nøkkelytelseskriteriene som betyr noe i industriell polymerbehandling. De fem aksene nedenfor representerer utgangstrykkgenerering, smeltetemperaturkontroll, allsidighet for fôrhåndtering, energieffektivitet og skrulevetid, hver skåret på en skala fra 1 til 10 basert på publiserte tekniske referanser og industrikonsensus.
Radardiagrammet avslører at den koniske tvillingskruekonfigurasjonen skårer høyest over fire av de fem ytelsesaksene når den vurderes spesifikt for stive PVC-rør og profilekstrudering. Generering av utgangstrykk er scoret til 9 av 10, noe som gjenspeiler den koniske designens iboende evne til å bygge høyt smeltetrykk ved lave skruehastigheter. Smeltetemperaturkontroll får også en 9, tilsvarende den skånsomme behandlingen med lav skjærkraft som minimerer risikoen for PVC-nedbrytning. Fôrhåndtering får en 8, som bekrefter at fôrsonen med stor diameter er effektiv med tørrblandingspulver av PVC. Den parallelle tvillingskruen scorer høyere bare i applikasjoner der dens modulære blandings-allsidighet er verdsatt, noe som forklarer dens dominans i masterbatch- og reaktive ekstruderingsmarkeder. Enkelskruen viser den mest balanserte, men udifferensierte profilen, og bekrefter dens rolle som en generell løsning i stedet for applikasjonsoptimalisert.
Intelligent overvåking og temperaturkontrollfunksjoner
Moderne koniske dobbeltskrueekstrudersystemer inkluderer i økende grad sanntidsovervåking og intelligente kontrollfunksjoner som forbedrer prosessstabiliteten og muliggjør prediktivt vedlikehold. Zhoushan Microwave tilbyr et valgfritt avansert temperaturkontrollsystem som overvåker fatsonetemperaturer på flere punkter langs skruelengden, slik at operatøren kan opprettholde nøyaktige smeltetemperaturprofiler skreddersydd for hver polymerformulering. Dette er spesielt viktig for stiv PVC, hvor temperaturavvik på til og med 10 grader Celsius over det optimale behandlingsvinduet kan utløse irreversibel nedbrytning .
Intelligente overvåkingssystemer sporer skruhastighet, drivlaststrøm, smeltetrykk ved dysehodet og tønnesonetemperaturer samtidig, og viser alle parametere på et berøringsskjermgrensesnitt. Alarmterskler kan konfigureres for hver parameter for å varsle operatører før et prosessavvik resulterer i skade på produkt eller utstyr som ikke er spesifisert. Mulighet for ekstern overvåking lar prosessingeniører gjennomgå løpende data fra off-site, og feildiagnoselogger muliggjør rotårsaksanalyse av prosessavbrudd uten at det kreves at en servicetekniker er fysisk tilstede ved maskinen.
Integreringen av digital overvåking med den veletablerte mekaniske påliteligheten til det koniske dobbeltskruesystemet skaper en plattform som støtter Industri 4.0 produksjonsmål , inkludert sporbarhet, statistisk prosesskontroll og energistyring. For produsenter av høyvolum av PVC-rør og profiler som konkurrerer på kvalitet og effektivitet, representerer disse egenskapene en meningsfull driftsfordel fremfor ikke-instrumenterte ekstruderkonfigurasjoner.
Om Zhoushan Microwave Screw Machinery Co., Ltd.
Zhoushan Microwave Screw Machinery Co., Ltd. er en profesjonell kinesisk skruetønneprodusent og skrueekstruderfabrikk med mer enn 10.000 kvadratmeter produksjon verksted og mer enn 60 ansatte. Siden grunnleggelsen i 1990 har selskapet vært forpliktet til produksjon og forskning av plastmaskineri, samtidig som det har introdusert utenlandsk skruemaskinteknologi og produksjonsteknikker. Selskapet opererer som en diversifisert, storskala profesjonell produksjonsbase som integrerer presisjonsskruetønner og mekanisk prosessering, med fokus på high-end markedet.
Produkter fra Zhoushan Microwave eksporteres til USA, Tyskland, Dubai, Vietnam, Thailand og andre markeder. Selskapet har etablert solide partnerskap med en rekke plastproduksjons- og anleggsmaskinprodusenter, og fungerer som en viktig leverandør av skruetønnekomponenter i Kina. Produktutvalget inkluderer WB-WE-serien planetariske skruer, planetariske fat og planetekstrudere; SJS-serien koniske tvillingskruer, tvillingfat og dobbelskrue plastekstrudere; og SJ-serien enkeltskruer, enkeltfat og enkeltskrue plastekstrudere. Selskapet følger prinsippene om troverdighet og service, forpliktet til å gi kundene høykvalitetsprodukter til konkurransedyktige kostnader .
Ofte stilte spørsmål om koniske dobbeltskrueekstrudere
Q1. Hva er hovedfordelen med en konisk tvillingskrue fremfor en enkelt skrue for PVC-behandling?
En konisk tvillingskrue gir positiv transportvirkning og en selvavvisende sammengripende geometri som en enkelt skrue ikke kan gjenskape. For stiv PVC-tørrblanding, suger innmatingssonen med stor diameter pulver effektivt inn, mens den lave skruhastigheten og fordelte skjærkraften forhindrer termisk nedbrytning. Enkeltskruer krever høyere hastigheter for å oppnå samme utgangstrykk, genererer mer varme og gjør konsistent PVC-behandling betydelig vanskeligere.
Q2. Hvordan velger jeg de riktige koniske tvillingskruene for produksjonslinjen min?
Valg av skruestørrelse avhenger av nødvendig utgangshastighet, polymeren som behandles og formgeometrien. Som en generell retningslinje er 45/90- og 50/105-konfigurasjonene egnet for ytelser under 250 kg/t og smale profiler, mens størrelsene 80/158 og 92/188 brukes for rør med store hull og utgangslinjer med høyt volum over 500 kg/t. Zhoushan Mikrobølgeingeniører kan gi råd om valg av kompresjonsforhold basert på din spesifikke formulering og produktspesifikasjon.
Q3. Hvilke materialer kan bearbeides på en konisk dobbeltskrueekstruder?
Det koniske dobbeltskruesystemet håndterer et bredt spekter av termoplast, inkludert stiv PVC, fleksibel PVC, PP, PE, ABS og tre-plastkompositter. Den er spesielt godt egnet for varmefølsomme polymerer der lav skruhastighet og kontrollert skjærkraft er viktig. For høyt fylte eller reaktive forbindelser som krever lang oppholdstid og modulære blandeseksjoner, kan en parallell tvillingskruekonfigurasjon være mer passende.
Q4. Hvor lenge varer en nitrert konisk tvillingskrue vanligvis?
En standard nitrert skruebearbeidende stiv PVC opererer vanligvis innenfor akseptable flyklaringstoleranser i 8 000 til 12 000 timer. Skruer som kjører slipemidler som tre-plastkompositter eller kalsiumkarbonatfylte formuleringer kan kreve rekondisjonering etter 4000 til 6000 timer. Å velge den nitrerte pluss forkrommede eller to-legerte hard-faced-spesifikasjonen forlenger levetiden betraktelig, spesielt i slipende applikasjoner, og reduserer hyppigheten av planlagte vedlikeholdsstanser.
Q5. Kan koniske tvillingskruer brukes i en samroterende konfigurasjon?
Koniske tvillingskruer er oftest konfigurert i motroterende modus, som er optimal for PVC-rør, profil og WPC-ekstrudering. Motroterende geometri genererer effektivt høyt utløpstrykk og gir sterk positiv transport fra matesonen. Noen spesialiserte design tillater samrotasjon, men den dominerende kommersielle bruken av den koniske tvillingskruen forblir motroterende ekstrudering, der ytelsesfordelene fremfor alternative design er mest uttalt.
Q6. Hva betyr kompresjonsforholdet til en konisk tvillingskrue i praksis?
Kompresjonsforholdet beskriver forholdet mellom matekanalvolumet per lengdeenhet og målekanalvolumet per lengdeenhet. Et høyere kompresjonsforhold øker kompresjonsarbeidet som gjøres på materialet når det går fra tilførsel til utslipp, noe som er fordelaktig for å komprimere løse pulverblandinger, men kan generere overflødig varme i allerede tette materialer. Zhoushan Microwave tilpasser kompresjonsforhold for å matche massetettheten og prosesseringsatferden til hver kundes spesifikke formulering, og sikrer effektiv drift uten unødvendig termisk belastning.
Valgt lagervisning










 浙公网安备 33090202000520 号
浙公网安备 33090202000520 号 